

















Vaccines for human viral diseases are among the most successful inventions in medical history: smallpox was declared extinguished in 1980, and poliomyelitis is nearing global eradication. New vaccines employing biotech innovations are changing the way we prevent illness. However, they also lead to a number of challenges in research and development, scale-up and safety requirements. Moreover, they must be cost-effective and ensure a fast time to market. As a result, the biotech company Bavarian Nordic relied on state-of-the-art technology and expertise from Syntegon Technology (formerly Bosch Packaging Technology) for its new isolator filling line for freeze-dried and liquid vaccine serums.
Biotech researchers are pursuing new vaccines to prevent illnesses such as HPV, hepatitis-B and encephalitis. Improvements in research, manufacturing, and delivery mechanisms are facilitating their work worldwide. More people than ever now enjoy faster access to more effective vaccines against a broader spectrum of infectious diseases. As a result, the biotech sector has experienced significant changes regarding the number of companies involved in vaccine manufacturing, as well as the production systems they use. There is a variety of new challenges in this area: vaccines must be developed, produced, and delivered with a short time to market, while process costs must be kept down without compromising patient and employee safety.
Comprehensive filling line expertise
 In view of its ongoing growth, biotechnology pioneer Bavarian Nordic decided to expand its production capabilities and built a new production facility at its site in Kvistgård, Denmark. Bavarian Nordic is a fully integrated biotechnology company based in Denmark, Germany, Switzerland and North Carolina, USA, focusing on the development, manufacturing and commercialization of life-saving vaccines. To counter the above-mentioned challenges and developments, the new facility needed a complete isolator filling line for liquid and lyophilized substances. With 25 years of experience on the pharmaceutical market, Bavarian Nordic knows that change and innovation are key factors in order to stay competitive in today’s volatile market environment.
In view of its ongoing growth, biotechnology pioneer Bavarian Nordic decided to expand its production capabilities and built a new production facility at its site in Kvistgård, Denmark. Bavarian Nordic is a fully integrated biotechnology company based in Denmark, Germany, Switzerland and North Carolina, USA, focusing on the development, manufacturing and commercialization of life-saving vaccines. To counter the above-mentioned challenges and developments, the new facility needed a complete isolator filling line for liquid and lyophilized substances. With 25 years of experience on the pharmaceutical market, Bavarian Nordic knows that change and innovation are key factors in order to stay competitive in today’s volatile market environment.
“Our main goal for this investment was to create a processing line to freeze-dry active substances in order to extend their shelf life, and to process our liquid products,” explains Bo Seligmann, Director Production Support at Bavarian Nordic. “On the other hand, we also wanted the new line to generally enhance our capacities for contract filling services.” After evaluating all possible options, Bavarian Nordic decided to purchase all the components for the filling line from a single source, and ultimately chose a completely integrated solution from Syntegon Technology (formerly Bosch Packaging Technology). “Because of the complex requirements for this project, we wanted all machines and processes to be synchronized as smoothly as possible,” says Bo Seligmann. “Syntegon Technology’s line competence was exactly what we needed.”
Output and safety combined
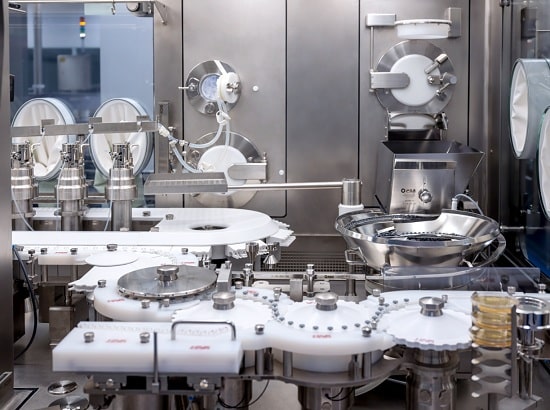
The company selected a vial isolator filling line from Syntegon with an integrated third-party freeze dryer. The highly complex isolator line combines nine machines and complies with GMO/biosafety level 2, the typical level for production plants that work with live attenuated vaccines. The line’s core is the filling machine MLF 5088CS, which combines a high output rate of 400 vials per minute with optimal safety standards and with an integrated 100% in-process control (IPC). The filling machine is equipped with the patented single-use dosing system PreVAS, which reduces the need for complicated cleaning procedures and minimizes the risk of cross-contamination. The entire system is completely contained in the isolator line, avoiding operator exposure to products.
 Operators can flexibly handle different recipes via an integrated Human Machine Interface (HMI)
Operators can flexibly handle different recipes via an integrated Human Machine Interface (HMI)
The line further comprises a washing machine RRN for flexible and optimal cleaning of the vials, an HQL tunnel for the safe and reliable sterilization and depyrogenation of the pre-cleaned containers, as well as a downstream VRK capping machine. Following filling and capping, the vials are transferred to an RAN outside washer for external cleaning. This ensures that no substance particles adhere to the outer sides of the vials; an important factor in protecting the operator and healthcare workers from the live viruses. The fast H2O2 airlock ISS ensures the fast and contamination-free transfer of goods into and out of the isolator. As stand-alone machine, it can be bio-decontaminated regardless of the current isolator status. Moreover, the isolator line is decontaminated twice: the first time as the standard process before production start, and once more immediately afterwards to inactivate any product residue that might still be in the line.
Two processes at once – for more efficient production
“For us at Bavarian Nordic, it was important to use reliable and proven standard machines to ensure high product quality”, says Bo Seligmann. In addition, the line had to be as compact as possible to reduce facility footprint, and as flexible as possible to fill a wide variety of vial formats. The machines support fast format changes. As a further highlight, the layout of the line enables Bavarian Nordic to perform different processes simultaneously. Since the freeze-drying process can take several days to complete, this allows Bavarian Nordic to use the line efficiently for parallel filling of liquid products in the meantime.
Efficiency is also relevant in terms of time. Since Bavarian Nordic processes live viruses, the rapid processing of the sensitive liquid ingredients is crucial. “This means the new machines need to work quickly and absolutely reliably,” Bo Seligmann explains. The active virus serums are delivered in a frozen form, defrosted to roughly five degrees and then filled. They are kept cool throughout the filling process, otherwise the integrity of the active substance could be compromised. By reducing the humidity inside the isolator, the Syntegon experts made it possible to fill cold product (2 – 8°C).
A first and highly successful cooperation
The complex line was delivered to the Bavarian Nordic site in Kvistgård in August 2019, and Operational Qualification testing was finalized seven months later in February 2020. “Syntegon Technology was very committed to the defined schedule, and the collaboration was very constructive,” says Bo Seligmann. “It was very beneficial to have a thorough design phase where we discussed the layout and the requirements. In fact, subsequent changes amounted to less than one percent. That is a remarkable achievement that saves time and money.”
A thorough risk assessment by the Bavarian Nordic and Syntegon experts and full alarm and function test at Syntegon Technology’s site in Crailsheim ensured that each individual machine worked as expected. The Syntegon experts also supported Bavarian Nordic during the qualification phase. “Syntegon know their machines best and they did the work very efficiently. “To finalize this project within such a short time period was only possible thanks to the professional collaboration between the experienced Bavarian Nordic project team, the Syntegon team and the third-party freeze drier supplier,” Bo Seligmann adds. “The cooperation with Syntegon was a first for us. Based on this experience, I can recommend carrying out such projects in cooperation with Syntegon Technology.”



{kind=link}